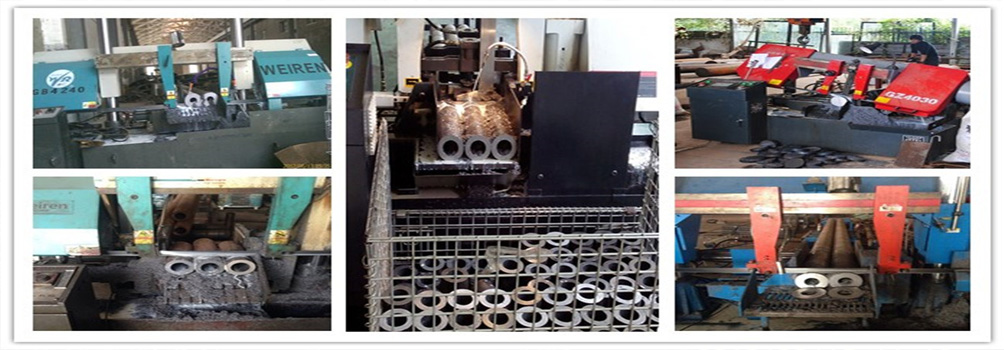
冷拔无缝钢管零割,工序应注意的问题
冷拔无缝钢管零割的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
中间退火:凡拔制后不能进行连拔的钢管和连拔后的钢管都应进行退火,消除冷硬现象,对成品进行退火,使其得到应有的组织和性能。
锤头及切头:每锤一次头应能保证两次冷拔,在拔制两次后就应切头,若两次拔制后,下道为无顶头拔制,则一般重新锤头,对厚壁钢管拔一次后就应切头锤头。
|